Increased performance of threading tools through surface refinement
There are many ways to improve the performance of threading tools. The surface finish of the tool plays a special role. This is obvious, tools and workpieces touch each other on their surfaces. Friction generates heat and the cutting edge wears out. A process-safe method of surface refinement is nitriding (other designations: nitriding hardening, embroidery).

Nitriding is the process by which nitrogen is incorporated into the surface of the tool. This increases the surface hardness of high-performance high-speed steels.
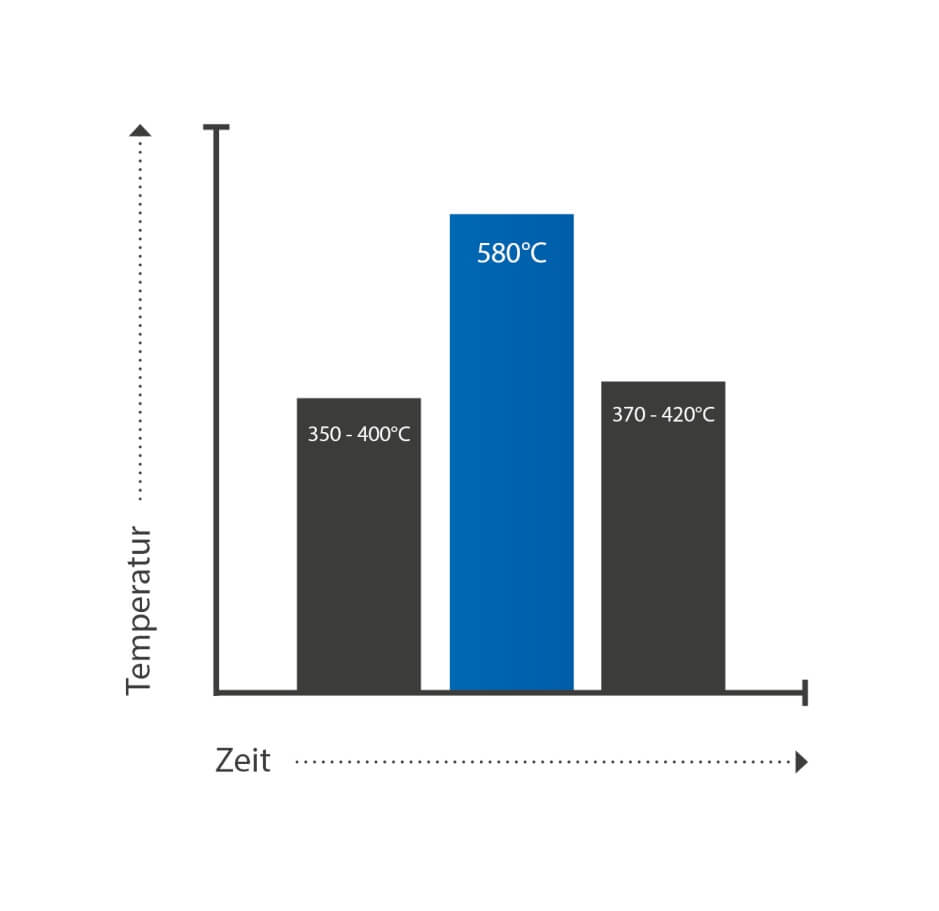
The hardness of the embroidered surface layer is much higher than the maximum hardness of the alloyed steel. The treatment temperature is 500 – 520 degrees (in any case below the tempering temperature of high-speed steels).

This ensures that there is no deformation of the microstructure and thus no distortion of the tool. This deformation must be avoided, because after nitriding, no further processing takes place with threading tools.
Advantages of nitriding
Due to the higher hardness of the cutting edge of the tool the
the friction and thus the warming. The surface layer is
more resistant to tempering, as more heat is emitted due to the increased heat gradient
can be.
Steam starters
After nitriding, the tool is left to steam. An oxide layer is created in the steam at 450 degrees. It provides a dark blue to black appearance and helps to prevent cold welding (material sticking to the cutting edge) by improving chip removal. In addition, the surface hardness is slightly reduced and the sliding properties are improved.
Summary
Nitriding in combination with oxidation (steam tempering)
improves the performance of the tool in terms of tool life by
Increase of the wear resistance and by improvement of the
Thermal conductivity 2-10 times higher than that of an untreated tool at
otherwise same parameters. The desired effect occurs in particular with
workpieces made of steel and of grey and nodular cast iron.
Here you find the suitable threading tools in our shop
- Machine tap form B with peel point Through hole HSSE-VAP
- Machine tap form C with right-hand helix 35 degrees for blind hole HSSE-VAP
- Round die HSSE-VAP with peeling cut
HSSE-VAP are suitable for stainless steels, steels, stainless steels, INOX, V2A steels and cast steel up to a maximum of 900 N/mm² .



